軸リードがオイルシールにもたらす影響
軸リードとは
軸リードとは、オイルシールのリップ先端がしゅう動する軸(シャフト)のリード目のことであり、リード目とは軸表面を研磨仕上げする際に発生する螺旋状の加工目のことです(図1)。
オイルシールメーカーでオイルシールと軸を組み合わせ販売している場合を除き、基本的に軸はオイルシールのユーザー側で加工しています。軸リードはオイルシールの密封性能に大きく影響するため、研磨の仕上げ方法や条件出し、日常管理が非常に重要です。本記事では、軸リードが存在する場合におけるオイルシールへの影響と、軸リードの発生要因について解説します。
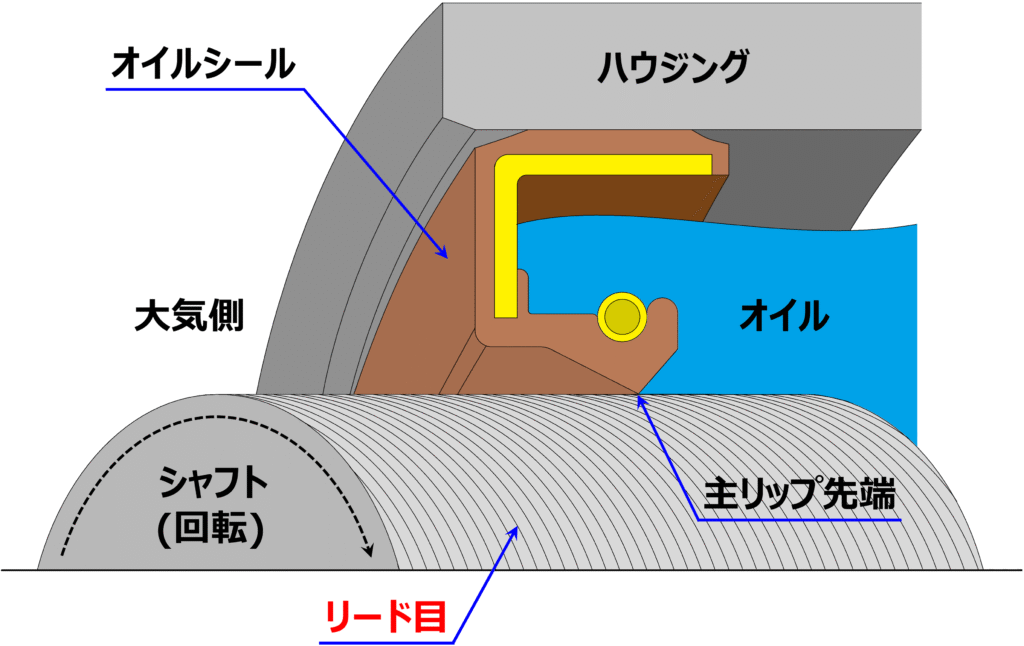
図1 軸リード
軸リードがオイルシールにもたらす影響
軸リードは、オイルシールの密封性能を低下させる要因の一つであり、リード目の角度及びオイルシールの状態によっては、軸回転時に主リップ先端部の油膜流れに異常をもたらすことで漏れが発生する可能性があります。油膜流れの異常は、リード目がある場合において、軸回転時に主リップ先端部の油が螺旋状のリード目に沿って軸方向(アキシャル方向)に流れることで生じます。リード目の角度・向き及び軸回転方向の組み合わせによって、油膜流れ異常の強さ・向き(漏れ方向 or 密封方向)は変化します。より強い力が漏れ方向に作用した場合は、漏れるリスクが高くなります。
軸リードは”ゼロ”が基本であり、オイルシールメーカーにおいてもリード”ゼロ”を推奨しています。一部のオイルシールメーカーでは軸リード0.05°以下を推奨値としている場合もあるようですが、オイルシールの状態(ハウジング圧入時のオイルシールの傾きなど)によっては0.05°以下でも漏れが生じる可能性があるため、漏れリスクを少しでも軽減するには軸リードは”ゼロ”としておくことが無難です。
軸リードの発生要因
軸リードの発生要因はいくつかありますが、最初に考えられる要因はトラバース研磨です。トラバース研磨とは、ワーク(軸)を軸方向に往復移動させながら研磨する研磨方法であり、必ずリード目が発生するため厳禁となる研磨方法です。トラバース研磨ではなく、プランジ研磨(=ワークに対して研磨砥石を押し当てて離す研磨方法)を正しく行うことで、リード目を発生させずに研磨することができます。ただし、プランジ研磨を実施した場合であっても、研磨シロの設定不備や研磨時のワークの芯振れ、研磨条件不備などによってはリード目が残ることがあるため、注意が必要です。
軸リードの有無が分からない場合は、実測してみることをお勧めします。軸リードの有無及びリード目の角度の測定方法は確立されていますが、正確に測定するには多くのノウハウが必要となります。
※当方にはリード目測定の知見/ノウハウがあるため、情報をお求めでしたらお問い合わせよりご連絡をお願いいたします。
関連記事
以下の関連記事についてもご参照下さい。
【記事】【メーカー研究者執筆】オイルシール漏れ要因まとめ – MOKUオイルシール
【記事】【メーカー研究者執筆】オイルシールのポンプ量増加方法 – MOKUオイルシール
【記事】オイルシールの密封メカニズム – MOKUオイルシール
本記事内容をご覧いただき、興味を持たれたり、『もっと詳細を知りたい』等と感じましたら、お気軽にお問い合わせよりご連絡をお願いいたします。
【ご参考1】熱電対付きオイルシールについて
当方では、オイルシールの主リップ先端温度を直接的に測定することができる”熱電対付きオイルシール”の製作を請け負っています。お客様で保有するオイルシールを当方へ送付いただき、熱電対を主リップ先端のゴム中に加工し、納品とさせていただきます。オイルシールのメーカーは問いません(どのメーカーでも対応いたします)。熱電対の+/-を表記した状態で納品いたしますので、お客様では熱電対をロガーに接続いただくだけで主リップ先端温度の測定が可能となります。
【ご参考2】オイルシールの現品調査について
当方では、オイルシールの現品調査を請け負っています。お客様より調査対象となるオイルシール(希望される場合は軸も)を送付いただき、詳細調査を実施し、密封性を有する状態かを考察(漏れが発生している場合は漏れ原因を推察)して調査レポートを提出させていただきます。オイルシールのメーカーは問いません(どのメーカーでも対応いたします)。現品調査を実施し、オイルシールメーカーの研究部/品質保証部と同様の視点で見解・考察を提示させていただきます。